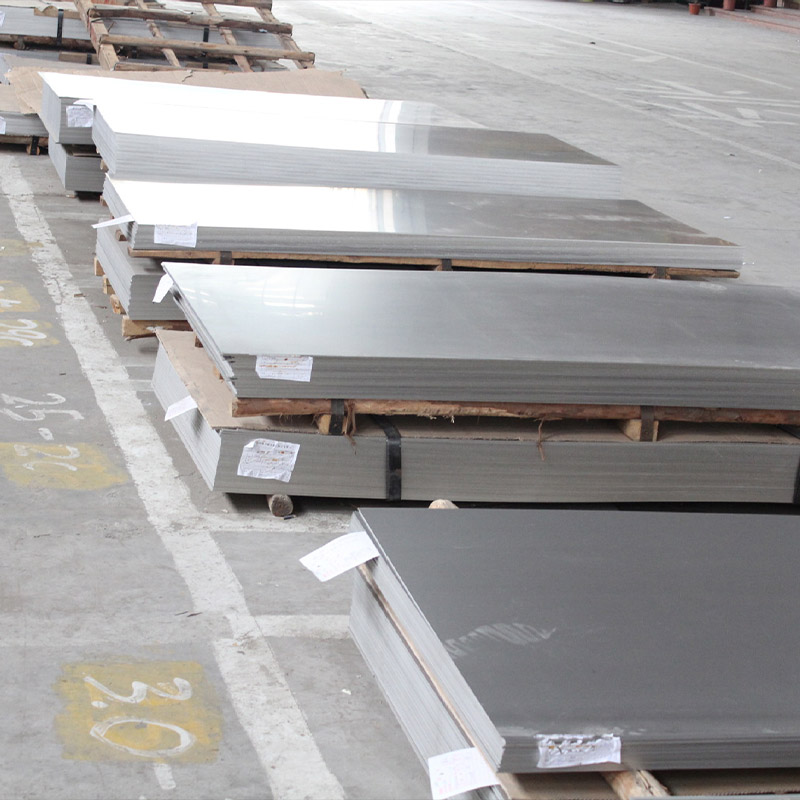
උණුසුම් රෝල් කරන ලද මල නොබැඳෙන වානේ තහඩුව

ඔක්සලික් අම්ලය, සල්ෆියුරික් අම්ලය යකඩ සල්ෆේට්, නයිට්රික් අම්ලය, නයිට්රික් අම්ලය හයිඩ්රොෆ්ලෝරික් අම්ලය, සල්ෆියුරික් අම්ල තඹ සල්ෆේට්, පොස්පරික් අම්ලය, ෆෝමික් අම්ලය, ඇසිටික් අම්ලය සහ අනෙකුත් අම්ලවල විඛාදනයට ඔරොත්තු දීමේ හැකියාව අවශ්ය වේ. එය රසායනික කර්මාන්තය, ආහාර, ඖෂධ, කඩදාසි සෑදීම, ඛනිජ තෙල්, පරමාණුක බලශක්ති සහ අනෙකුත් කර්මාන්ත මෙන්ම ගොඩනැගිලිවල විවිධ කොටස්, මුළුතැන්ගෙයි උපකරණ, පිඟන් භාණ්ඩ, වාහන සහ ගෘහ උපකරණ සඳහා බහුලව භාවිතා වේ. විවිධ මල නොබැඳෙන වානේ තහඩු වල අස්වැන්න ශක්තිය, ආතන්ය ශක්තිය, දිගු වීම සහ දෘඪතාව වැනි යාන්ත්රික ගුණාංග අවශ්යතා සපුරාලීම සහතික කිරීම සඳහා, වානේ තහඩු ප්රසූත කිරීමට පෙර තාප පිරියම් කිරීම, ද්රාවණ ප්රතිකාරය සහ වයස්ගත ප්රතිකාරය සිදු කළ යුතුය.
මල නොබැඳෙන වානේ තහඩුව සුමට මතුපිටක්, ඉහළ ප්ලාස්ටික් බව, දෘඪතාව සහ යාන්ත්රික ශක්තිය ඇති අතර, අම්ලය, ක්ෂාරීය වායුව, ද්රාවණය සහ අනෙකුත් මාධ්යවල විඛාදනයට ප්රතිරෝධී වේ. එය මල බැඳීමට පහසු නොවන මිශ්ර වානේ වර්ගයකි, නමුත් එය සම්පූර්ණයෙන්ම මලකඩ රහිත නොවේ.
මල නොබැඳෙන වානේවල විඛාදන ප්රතිරෝධය ප්රධාන වශයෙන් එහි මිශ්ර ලෝහ සංයුතිය (ක්රෝමියම්, නිකල්, ටයිටේනියම්, සිලිකන්, ඇලුමිනියම්, ආදිය) සහ අභ්යන්තර ව්යුහය මත රඳා පවතී. Chromium ප්රධාන කාර්යභාරයක් ඉටු කරයි. ක්රෝමියම් ඉහළ රසායනික ස්ථායීතාවයක් ඇති අතර, වානේ මතුපිට නිෂ්ක්රීය පටලයක් සෑදිය හැකිය, පිටතින් ලෝහය හුදකලා කිරීම, වානේ තහඩු ඔක්සිකරණයෙන් ආරක්ෂා කිරීම සහ වානේ තහඩුවේ විඛාදන ප්රතිරෝධය වැඩි කිරීම. passivation film විනාශ වීමෙන් පසුව, විඛාදන ප්රතිරෝධය අඩු වේ.

නිෂ්පාදන ක්රමයට අනුව, 0.5-4 mm ඝණකම සහිත තුනී තහඩුවක් සහ 4.5-35 mm ඝණකම සහිත ඝන තහඩුවක් ඇතුළුව උණුසුම් රෝලිං සහ සීතල රෝලිං වර්ග දෙකක් ඇත.
වානේ ශ්රේණියේ ව්යුහාත්මක ලක්ෂණ අනුව, එය වර්ග 5 කට බෙදිය හැකිය: austenite වර්ගය, austenite ferrite වර්ගය, ferrite වර්ගය, martensite වර්ගය සහ වර්ෂාපතනය දැඩි කිරීමේ වර්ගය.
විශිෂ්ට විඛාදන ප්රතිරෝධයක් සහිත ඉහළ ශක්තියක් සහිත මල නොබැඳෙන වානේ තහඩුව, වෑල්ඩින් කොටස්වල නැමීමේ ක්රියාවලිය සහ තද බව මෙන්ම වෙල්ඩින් කොටස්වල මුද්දර සැකසීමේ හැකියාව සහ එහි නිෂ්පාදන ක්රමය. විශේෂයෙන්, සී හි 0.02% ට අඩු, N හි 0.02% ට අඩු, Cr වලින් 11% ට වැඩි සහ 17% ට අඩු සුදුසු අන්තර්ගතයක් සහිත Si, Mn, P, s, Al සහ Ni අඩංගු මල නොබැඳෙන වානේ තහඩුව, සහ 12 ≤ Cr Mo 1.5si ≤ 17, 1 ≤ Ni 30 (cn) 0.5 හි අවශ්යතා සපුරාලීම (Mn Cu) ≤ 4, Cr 0.5 (Ni Cu) 3.3mo ≥ 16.0, 0.006 ≤ C n ≤ 0.030 850 ~ 1250 ℃ දක්වා රත් කළ යුතු අතර, පසුව තාප පිරියම් කිරීම 1 ට වඩා වැඩි සිසිලන වේගයකින් සිදු කළ යුතුය. ℃ / s. මේ ආකාරයෙන්, එය පරිමාවෙන් 12% ට වඩා වැඩි මාටෙන්සයිට් අන්තර්ගතයක්, 730mpa ට වැඩි ඉහළ ශක්තියක්, විඛාදන ප්රතිරෝධය සහ නැමීමේ ක්රියාවලිය, සහ තාප බලපෑමට ලක් වූ කලාපයේ වෙල්ඩින් කිරීමේ විශිෂ්ට දෘඪතාව සහිත ඉහළ ශක්තිමත් මල නොබැඳෙන වානේ තහඩු බවට පත් විය හැකිය. Mo, B යනාදිය නැවත භාවිතා කිරීමෙන් වෑල්ඩින් කරන ලද කොටස්වල මුද්දර කාර්ය සාධනය සැලකිය යුතු ලෙස වැඩිදියුණු කළ හැකිය.